Tag: contour method
-

Legacy Post: SEM Annual Conference and Exposition on Experimental and Applied Mechanics (June 2017)
Hill Engineering will be presenting at the upcoming Annual 2017 Conference and Exposition on Experimental and Applied Mechanics, which is organized by the Society of Experimental Mechanics (SEM). The conference will run from June 12, 2017 through June 15, 2017 and will be located in Indianapolis, IN. We invite you to come see us. We…
-

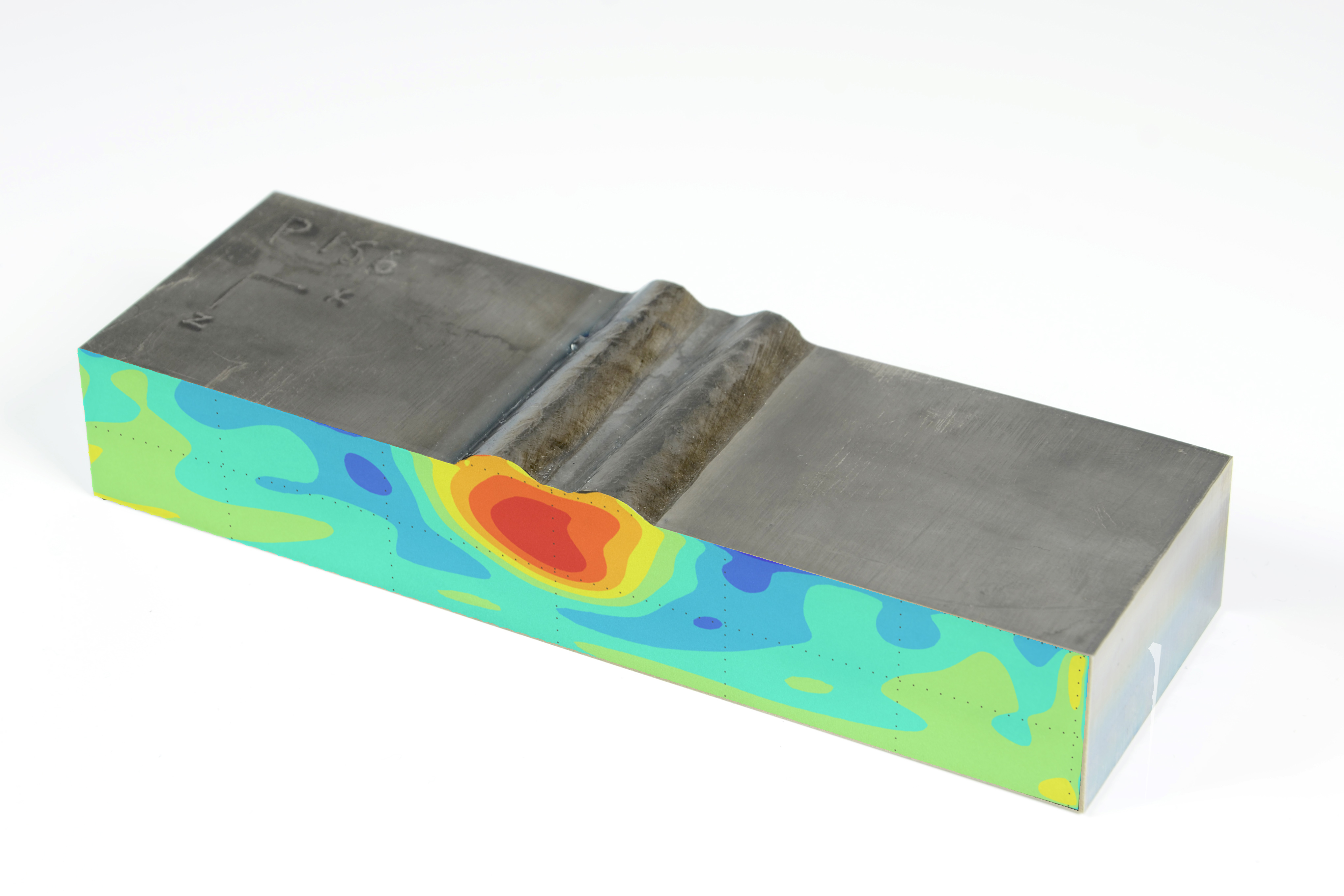
Contour Method Chapter Featured in ASM Handbook Volume 25A
ASM Handbooks has published a new chapter in Residual Stress Fundamentals, Volume 25A: The Contour Method for 2D Residual Stress Mapping. Authored by Michael Prime and Hill Engineering’s own Adrian DeWald, the chapter delivers an in-depth exploration of one of our most powerful and popular residual stress measurement techniques. Below is the abstract text: This…
-
ExpressRS® handout
If you’ve been looking for an overview of our expedited residual stress measurements through our ExpressRS® service, look no further. Our new brochure highlights the many ways that ExpressRS® can help you reach your project’s goals. When choosing ExpressRS®, your measurements are given priority in our laboratory, making it possible to meet your deadline sooner.…
-

Hill Engineering at ICRS 2025: Innovation and Expertise on Display
Hill Engineering had a strong presence at the International Conference on Residual Stress (ICRS) 2025, showcasing our precision engineering, residual stress testing expertise, and software suite. The DART (Device for Automated Residual stress Testing) took center stage, drawing steady crowds for live demonstrations of its automated near-surface measurement capabilities. Attendees saw firsthand how automation improves…
-

Hill Engineering debuts new website
We’re proud to announce the launch of Hill Engineering’s newly redesigned website — built to provide a clearer, faster, and more intuitive experience for our customers and partners. Our new site reflects what we do best: innovative residual stress engineering grounded in precision and expertise. Visitors will now find our content better organized and easier…
-

New article in International Journal of Fatigue
Hill Engineering recently collaborated with the Worcester Polytechnic Institute Integrative Materials Design Center to publish an article in International Journal of Fatigue, titled Fatigue crack growth mechanisms in similar and dissimilar aluminum friction stir welds: Residual stress, microstructure, and microhardness effects. The results of this work can be used to inform design decisions to improve…
-
HE measurement data presented at upcoming ICRS 12
Hill Engineering recently performed various residual stress measurements on nickel and aluminum specimens to support a project from the Materials & Processes Engineering group at Pratt & Whitney. The results will be presented by Pratt & Whitney at the International Conference on Residual Stress, happening October 20-23, 2025, in Detroit, MI. If you are planning…
-
Legacy Post: How We Work (Mar 2017)
Maintaining the high quality of our work is our top priority. That’s why it’s important that our office environment promotes efficiency and qualitative communication here at Hill Engineering. From a project’s inception until its close, we strive to keep a workflow that handles our customer’s needs with consistent attention and care. At the moment a…
-

Legacy Post: Cold expansion (Feb 2017)
Fatigue is one important failure mode that guides the design and engineering of aircraft structure. As we have discussed previously aircraft are often manufactured using rivets and fasteners, which require drilling many holes in the structure during assembly. The holes act as stress concentrations, which tend to be locations where fatigue cracks are found. Compressive…
-

Legacy Post: The Prime Room (Feb 2017)
Hill Engineering recently moved into a new facility in Rancho Cordova, CA. The new facility features a combination of laboratory, research and development, and office space; all of which are important as we work tenaciously to meet the needs of our current projects, while at the same time keeping an eye towards innovation and new…