Category: Our Work
-

Contour Method Chapter Featured in ASM Handbook Volume 25A
ASM Handbooks has published a new chapter in Residual Stress Fundamentals, Volume 25A: The Contour Method for 2D Residual Stress Mapping. Authored by Michael Prime and Hill Engineering’s own Adrian DeWald, the chapter delivers an in-depth exploration of one of our most powerful and popular residual stress measurement techniques. Below is the abstract text: This…
-

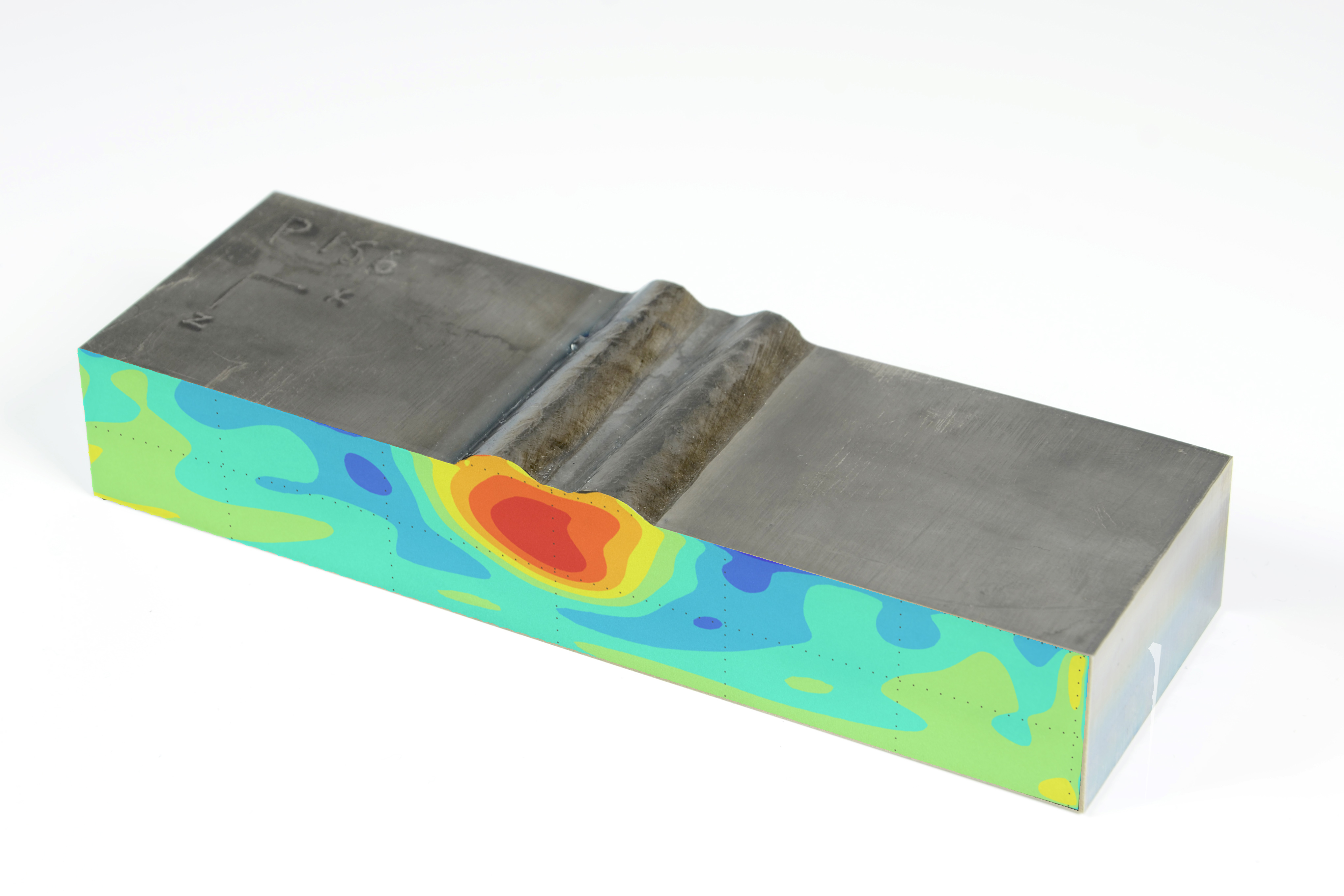
Effects of Welded Pipe Trimming on Residual Stress Measurements: a new case study
Hill Engineering has published a new technical case study, Effects of Trimming on Welded Pipe Residual Stress Measurements, exploring how sectioning on a welded pipe influences the residual stress state within the weld region and what that means for accurate measurement planning. Residual stress from welding plays a critical role in structural performance, combining with…
-
ExpressRS® handout
If you’ve been looking for an overview of our expedited residual stress measurements through our ExpressRS® service, look no further. Our new brochure highlights the many ways that ExpressRS® can help you reach your project’s goals. When choosing ExpressRS®, your measurements are given priority in our laboratory, making it possible to meet your deadline sooner.…
-

Legacy Post: Hill Engineering’s Internship Program (Aug 2016)
Every summer, Hill Engineering hires university students as interns; aiming to give them insight into industry jobs and provide them with the experience they’ll need to develop their careers post-graduation. We pride ourselves on involving interns in projects which utilize and further explore the concepts they have learned in school. In the past, we’ve had…
-

Hill Engineering Awarded Canadian Patent for DART Residual Stress Technology
Hill Engineering is proud to announce that we have been awarded Canadian Patent No. 3080749, titled Analysis to Enable Stress Relief in Material Under Stress, for our DART™ near-surface residual stress measurement device. Residual stress analysis has traditionally been limited to static, laboratory-based environments, where controlled conditions allow for precise measurements. However, performing accurate and…
-

Hill Engineering at ICRS 2025: Innovation and Expertise on Display
Hill Engineering had a strong presence at the International Conference on Residual Stress (ICRS) 2025, showcasing our precision engineering, residual stress testing expertise, and software suite. The DART (Device for Automated Residual stress Testing) took center stage, drawing steady crowds for live demonstrations of its automated near-surface measurement capabilities. Attendees saw firsthand how automation improves…
-
Hill Engineering adds onsite hole drilling to ISO/IEC scope of measurements
Hill Engineering is proud to announce that onsite hole drilling residual stress measurements have been added to our growing scope of ISO/IEC 17025 accredited measurements. These are the same high-quality hole drilling measurements that Hill Engineering is known for, but now with the option of being ISO/IEC 17025 accredited, which may help to meet internal…
-
Residual stress measurement on a tube using EN2718
Hill Engineering was recently asked to perform a residual stress measurement on a tube specimen in accordance with EN2718, which defines the calculation of circumferential residual stress in circular tubes with a ratio D/a ≥ 10, where D is the tube outer diameter and a is the tube wall thickness. Before splitting the tube section…
-

New article in International Journal of Fatigue
Hill Engineering recently collaborated with the Worcester Polytechnic Institute Integrative Materials Design Center to publish an article in International Journal of Fatigue, titled Fatigue crack growth mechanisms in similar and dissimilar aluminum friction stir welds: Residual stress, microstructure, and microhardness effects. The results of this work can be used to inform design decisions to improve…
-
HE measurement data presented at upcoming ICRS 12
Hill Engineering recently performed various residual stress measurements on nickel and aluminum specimens to support a project from the Materials & Processes Engineering group at Pratt & Whitney. The results will be presented by Pratt & Whitney at the International Conference on Residual Stress, happening October 20-23, 2025, in Detroit, MI. If you are planning…