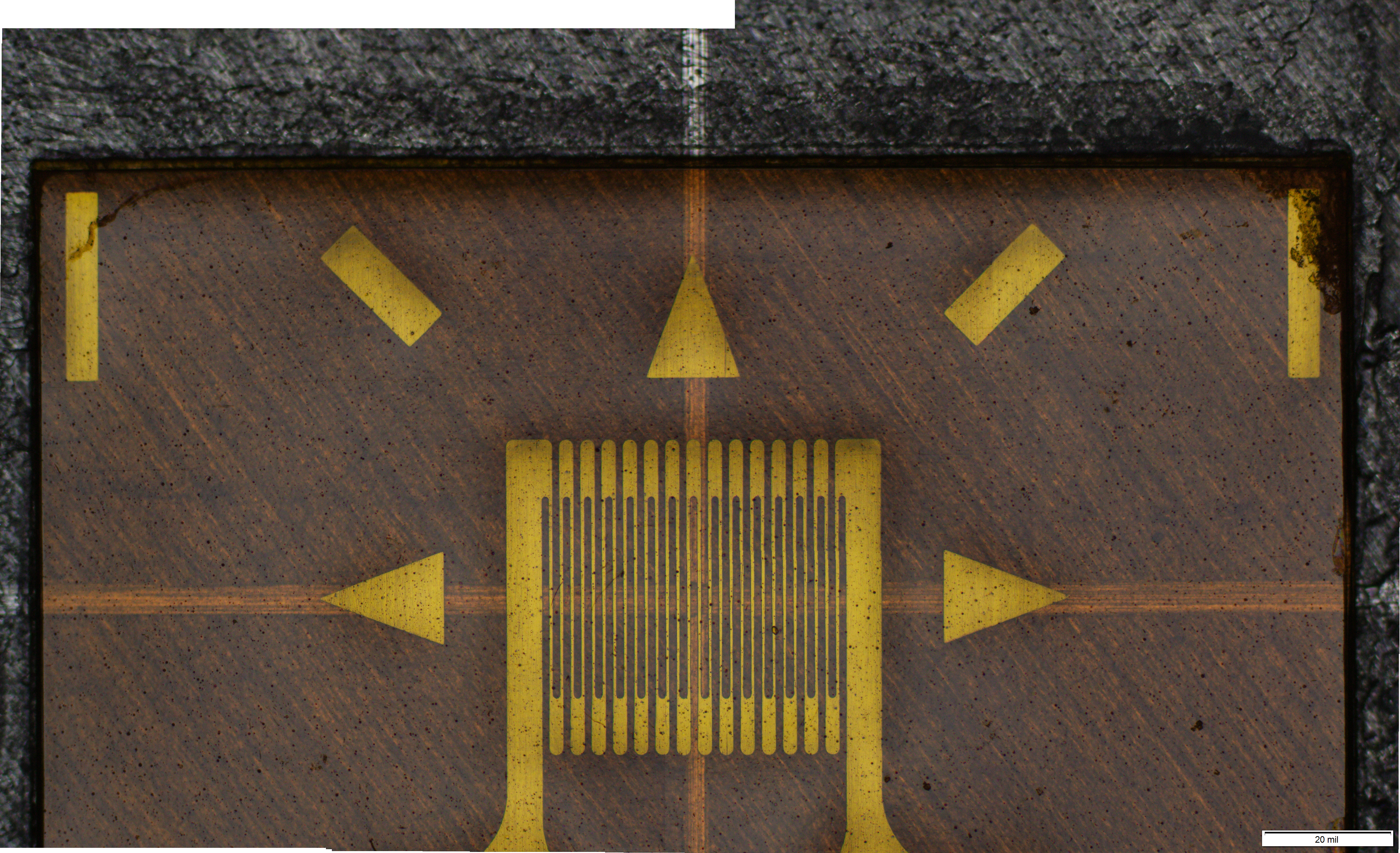
Strain gages are devices used to measure strain on the surface of an object. These strain measurements can be used to infer the amount of stress induced on the object, as is done with many types of residual stress measurements.
Additionally, strain gages can be used to measure things such as aircraft wing deflection, bridge cable creep, and tensile testing for material properties, making them an ideal tool for in-field measurements.
Strain gages come in many shapes and sizes and can measure strain in a single direction or in multiple directions, depending on the goal of the experiment. Strain gages can be used on a wide variety of materials under many conditions, such as in extreme temperatures or underwater.
Hill Engineering has extensive experience with strain gage application and can help design the experiment needed to reach your project’s goals. Strain gage application can be performed in our laboratory or at your site, to your specifications.
Strain gage application is useful for:
Applications requiring in-field measurements with portable equipment
Measuring strain in multiple directions
Parts in every shape and size – nothing is too big or too small
Measuring residual stress
If you’re interested in how we apply a strain gage to a simple specimen, watch our video:
Photograph of a uniaxial strain gageZoomed in image of a uniaxial strain gage gridA photograph of a pile of various strain gages
Strain gages are a key component of many of the residual stress measurements that we perform at Hill Engineering. These small but mighty sensors can also be used for other experiments, and this is something that we highlight in our recent case study.
The heart of work at Hill Engineering has everything to do with residual stress. That’s why we thought it was about time we published a case study giving a general overview of what residual stress is, and why it is so important for designers and manufacturers to consider.
Residual stress is the stress present in a material in the absence of externally applied loading. These stresses can often form during manufacturing, and are typically an unintentional byproduct of a manufacturing process. Residual stresses can be caused by a number of factors, including plastic deformations, temperature cycles, or phase transformations.
Residual stresses can positively or negatively affect a product’s performance, which makes them a vital consideration for any critical design component. Often, structures are designed with considerable safety factors, in which case the effects of residual stress can be ignored, but as we push for higher performing structures that operate closer to the cutting-edge of technology, factors like residual stress can be the difference between successful performance and structural failure.
Positive values of residual stress are referred to as tensile, meaning the material is being pulled or stretched. Unintended tensile residual stresses can cause undesirable results, including cracking and failure. If tensile stresses induced by manufacturing processes are not taken into account, these can lead to premature failure.
A fatigue crack that grew from a countersunk fastener hole.
Negative values of residual stress are referred to as compressive, meaning the material is being pushed together. These kinds of residual stresses can improve the performance of fatigue-critical components. Surface treatment processes like shot peening and laser shock peening intentionally introduce compressive stress in select locations at the material surface to make products perform better. For instance, introducing compressive residual stress can toughen brittle materials such as glass in smartphone screens or pre-stressed concrete used in city infrastructure.
Rebar is often used to negatively pre-stress concrete in order to prevent cracking.
Overall, the residual stress on any given plane in a material must be in equilibrium, but there can be local regions with tensile or compressive stress. Below is our Residual Stress 101 vlog, which highlights the information above.
Residual stress engineering involves the practice of manipulating residual stresses in order to maximize the usability and lifespan of manufactured components.
Through residual stress measurement techniques, Hill Engineering is capable of quantifying the internal stresses in a material, to better inform design decisions. We are the industry leader in Contour Method measurements and provide the same level of precision and accountability in a broad range of other residual stress measurement methods.
Hill Engineering is a trusted source for a wide range of measurement capabilities. For more information about residual stresses or any of the residual stress measurement techniques we employ at Hill Engineering, feel free to contact us.
We are happy to announce that our BAMpF® software version 8.x has achieved software certification from the United States Airforce (USAF) to operate on the USAF network.
We recently learned that some hole drilling method and contour method results were highlighted in the August 2022 issue of Railway Track and Structures. The article is titled Residual stress investigation of ultrasonic impact treated and untreated thermite welds.
Eric Summer and I recently packed up the DART repair tool for a trip down to Naval Base Ventura County in Port Hueneme, CA. There, we participated in the Navy’s Repair Technology Exercise, or REPTX 2022. Onboard the Navy’s Self Defense Test Ship (SDTS), Hill Engineering demonstrated how the DART repair tool can be applied as an industrial maintenance solution.
Held at the Sheraton New Orleans Hotel, the objective of the symposium is to bring together rolling bearing and transmission steel practitioners from the steel industries, rolling bearing and transmission product producers, research and development institutes and academia, to present the latest steel technologies and developments.
The abstract for Hill Engineering’s presentation, titled Efficient Residual Stress Quantification in M50NiL Bearing Steel, is included below.
Hill Engineering recently published new research outlining a approach for predicting fatigue crack growth in the presence of residual stress fields. The paper is titled Measurement-driven, model-based estimation of residual stress and its effect on fatigue crack growth. Part 2: fatigue crack growth testing and modeling and appears in International Journal of Fatigue. The abstract text is available here along with a link to the publication.
Hill Engineering recently published new research outlining a approach for predicting fatigue crack growth in the presence of residual stress fields. The paper is titled Measurement-driven, model-based estimation of residual stress and its effects on fatigue crack growth. Part 1: validation of an eigenstrain model and appears in International Journal of Fatigue. The abstract text is available here along with a link to the publication.